
Devil is in the detail, choosing solder paste may seem like a trivial matter, but actually solder paste can make or break the PCB assembly process.
There are all kinds of solder pastes to choose from on the market, while it doesn't look like that much of difference based on the classification, not all solder pastes are created equal. Specialty solder pastes are generally more expensive, but often have additional benefits.
Choosing the right solder paste will avoid many problems. Many factors influence solder paste selection, such as: wetting characteristics, void control, flux residue, alloy strength, alloy flexibility, and other performance metrics.
Changes in these performance indicators will affect the selection of solder paste. For example:
- Quality can be maximized by choosing a slurry that performs best with the material, geometry and heating process used to manufacture the product.
- Throughputcan be maximized by selecting a solder product for optimal deposition and heating methods .
- Cost targets depend on quality and yield, and can be maximized by considering material, direct labor, inspection, rework, and scrap values.
Here are some factors to consider when choosing the right solder paste.
1.Leaded or lead-free solder paste
The biggest difference between leaded and lead -free is toxic and non-toxic , and the other is the melting temperature . Lead-free solder paste has a higher melting point. Here you can choose according to the actual requirement. Regarding leaded and lead-free solder paste, there is a detailed summary in the previous article, you can click on the title to jump directly.

Leaded solder (left) and lead-free solder (right)
2.Water-soluble or no-clean solder paste?
Water-soluble solder pastes contain high-molecular compounds, such as polymers, which are not as effective as rosin/resin in preventing re-oxidation . After the board goes through the reflow stage, the water-soluble solder paste gives the board a cleaner look, with the flux residue burned off and easily washed off in a board washer.
No-clean pastes function is the same as water-based pastes, but residues are left on the board. No-clean chemistries are typically rosin/resin based materials. The rosin/resin could forms an excellent oxide barrier and protects the "clean" surface from re-oxidation during reflow, where aesthetics can suffer. The specific ones can be selected according to actual requirements.
3.Melting point temperature of solder paste
Shown as below picture, each alloy has a temperature at which it changes from solid to liquid , as shown in the diagram below . The phase transition from solid to liquid begins when the solidus is reached and ends when the liquidus is reached.
- Below the solidus line, the alloy is 100% in the solid state.
- Between the solidus and liquidus, a region known as the plastic range, some parts of the alloy are solid but mostly liquid.
- When the solidus and liquidus are equal, the alloy is called a eutectic alloy.
Although wetting begins at the solidus temperature, optimal wetting is achieved at 15º C higher above the liquidus or higher peak temperatures. If the solder joint needs to maintain physical integrity during a subsequent operation (such as a second reflow process), the peak temperature of the subsequent operation needs to be below the solidus temperature of the alloy.
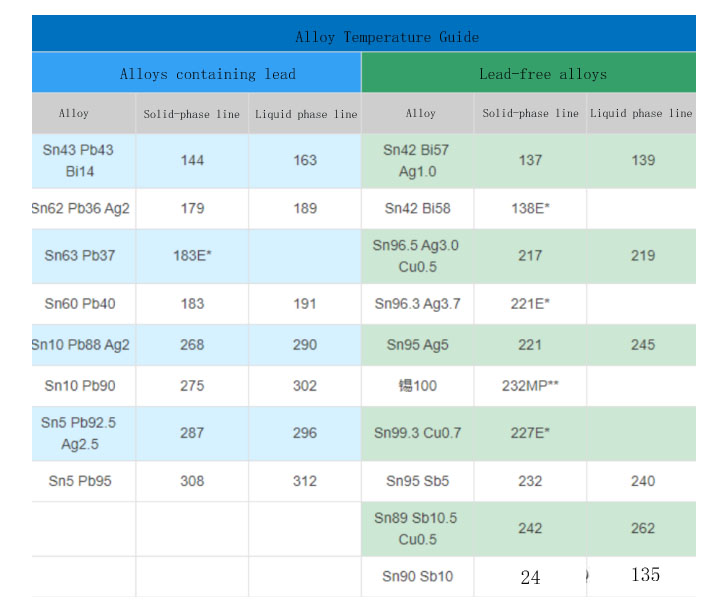
Melting point temperature of solder paste
4.Alloy composition
- Generally , you can choose Sn63 or Pb37 solderalloy composition , which can match the soldering requirements.
- For Ag or Pd plated products, you can choose Sn62 or Pb36 or Ag2 solder paste.
- For products without thermal shock , you can choose solder powders containing bismuth .

Alloy Composition Solder Paste Selection
5.Particle size (mesh number)
Also known as particle size, it refers to the number of meshes per square inch; in the actual tin powder production process, most tin powders are collected with several layers of sieves with different meshes, because the mesh size of each layer of sieves is different, so the grid of the particle size of the tin powder in each layer is also different, and the particle size of the finally collected tin powder particles is also a regional value.
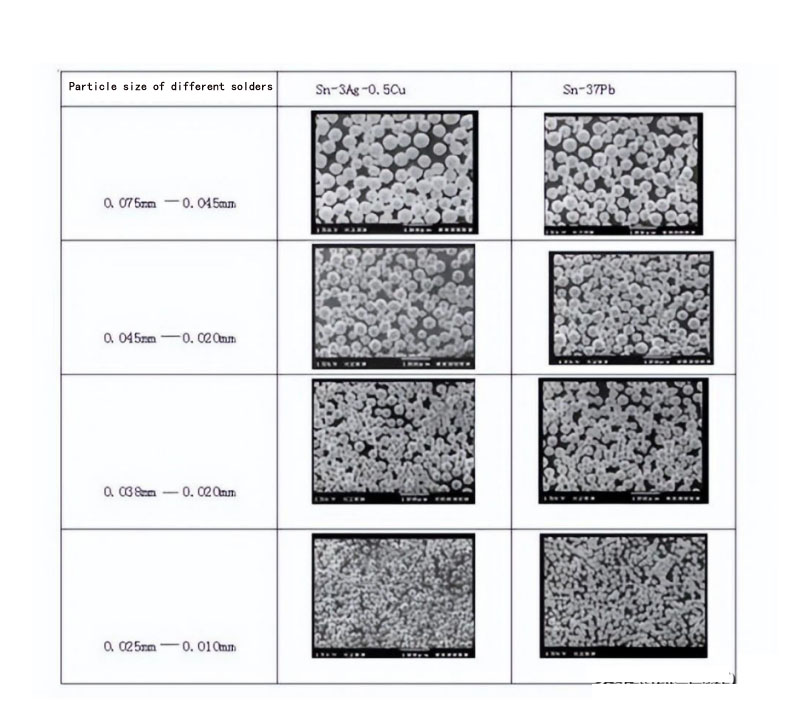
Particle Size Map of Solder Paste
Therefore, the larger the mesh number of the solder paste is, the smaller the particle size of the tin powder in the solder paste will be; the smaller the mesh number is, the larger the particle size of the tin powder in the solder paste will be.
That is, when the solder paste manufacturer selects the solder paste according to its mesh index, it should be determined according to the distance between the solder joints with the smallest distance on the PCB: if there is a larger distance, you can choose the solder paste with a smaller mesh size . Conversely, when the spacing between solder joints is small, solder paste with a larger mesh size should be used, and the general particle size is about 1/5 of the opening of the SMT stencil.
6.Viscosity
In SMT workflow, from laser stencil printing (or spotting) of solder paste to attaching components to the reflow heating process, there is a process of moving, placing or carrying the PCB; To ensure solder paste not deformed, and the components attached to the PCB solder paste are not displaced. It is required that the solder paste should have good viscosity and hold time before the PCB enters reflow soldering heating .
Among them, 200-600Pa·S solder paste is more suitable for needle-type or highly automated production process equipment; the printing process has relatively high requirements for the viscosity of solder paste, so the viscosity of solder paste used in the printing process is generally around 600-1200Pa·S . Suitable for manual or mechanical patch screen printing.
High-viscosity solder paste has the characteristics of good solder joint accumulation effect , and is more suitable for small-pitch printing ;
The low-viscosity solder paste has the characteristics of fast falling speed, tool-free cleaning, and time-saving printing ;
Reminder: The viscosity of the solder paste will change with the stirring of the solder paste, and the viscosity will decrease when stirring; stop stirring, and the viscosity will return to the original state; this is very important for how to choose different viscosities. Solder paste plays a very important role. In addition, the viscosity of solder paste has a great relationship with temperature. Under normal circumstances, its viscosity will gradually decrease with the increase of temperature.
7.Storage stability
We need the solder paste to have a stable quality , but in practical applications, the stability of the solder paste will change from purchase to storage and storage for a period of time.
8.Printing stability
In the actual production process, the performance of reflow soldering is also very important, which has a great influence on the quality .
9.The final effect of soldering
It mainly includes the following four aspects: good wettability, less BGA fusion and poor fusion, preheating collapse, and recovery ability after printing stop.
Solder wetting is part of the process by which the metal in the solder bonds with the metal on the printed circuit board (PCB) or component . In a comparison with different solder pastes, you will find that A is more wetting than B.
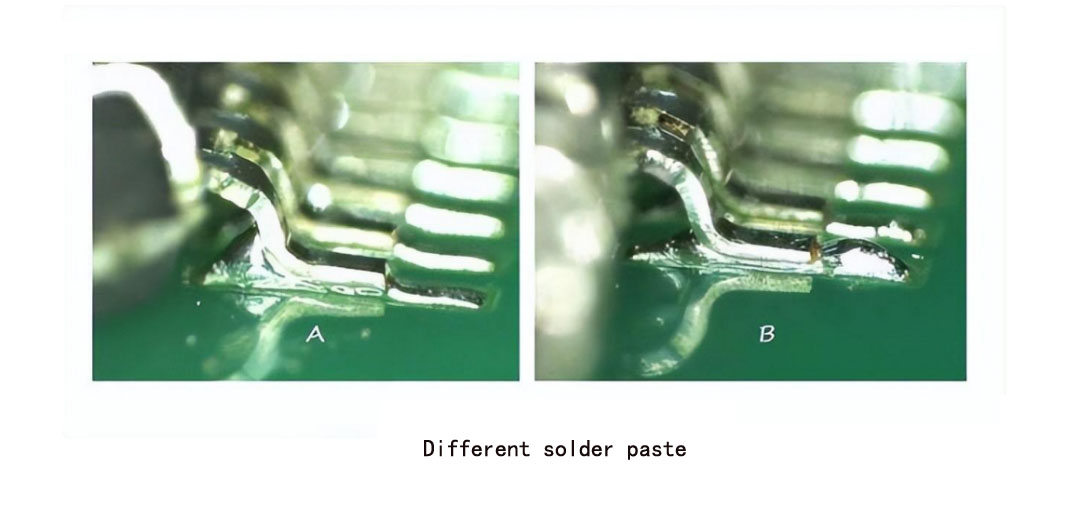
Comparison Between Different Solder Pastes
In the BGA process, due to limited conditions, the fusion ability of solder paste is more important.
The higher the degree of preheating collapse, the lower the incidence of poor bridging. You can find that there is no collapse in the left picture, that is, 0.3mm/0.2mm, but there is a collapse in the right picture, that is, 0.4mm/0.3mm.
Excellent shutdown recovery can improve printing production efficiency to a certain extent. From this photo, you can see the difference curve after stopping for an hour.
To sum up, we can know that choosing the right solder paste should not only consider the characteristics of the solder paste itself and its impact on quality and production, but also consider various factors in mass production . Therefore, it is necessary for us to continuously record and summarize the impact of solder paste from various suppliers on products in actual production.