
1. What does the PCB color mean?
PCB color generally refers to the oil color on the board that is most intuitively seen when you get a PCB board. The color of the PCB surface is the color of the solder resist . PCB board dyeing pigment is a kind of hardened resin, the main resin is colorless and nearly transparent, and green is the color matching of toner just like other colors.
We print the colors onto the PCB by screen printing . PCB colors can be green, black, blue, yellow, purple, red and brown. There are also some manufacturers who have ingeniously developed PCBs in various colors such as white and pink .
2. Is there any difference between different PCB colors?
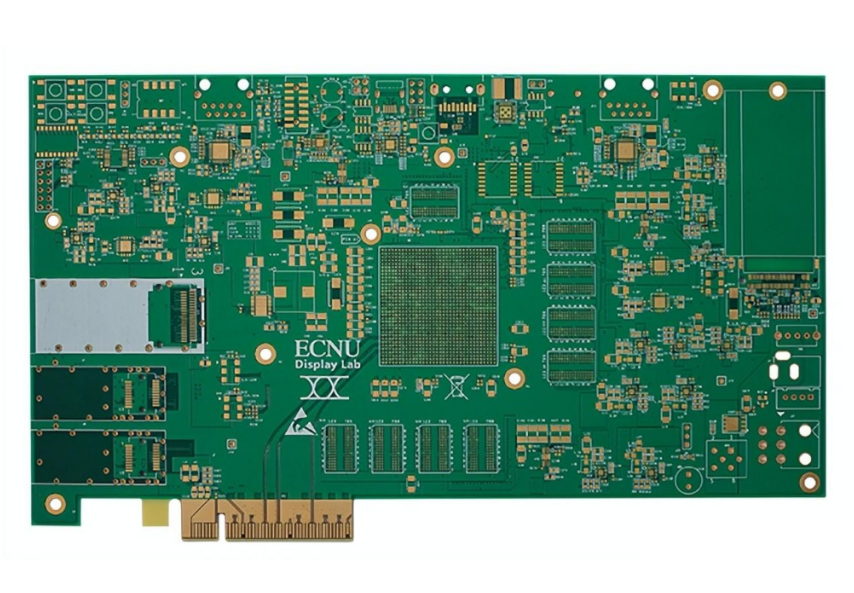
1). Green PCB
Green PCB is the most popular color . Therefore, many people have always misunderstood that the PCB is green or mostly green. Green increases the clarity of the PCB , because the green PCB will have a sharp contrast with the white text, thereby enhancing readability .
Additionally, the green PCB surface finish reflects less light, helping to reduce glare.
Green PCB
2). White PCB
White PCBs look clean and crisp in various environments and are becoming more and more popular. However , white PCBs are still not the first choice because white PCBs are easy to hide traces . But the white PCB looks especially contrasty against the black silkscreen.
White PCB
3). Yellow PCB
In the past, yellow PCBs were often used, but it is not so practical now. Yellow PCB can quickly meet different needs such as style, cleanliness and visibility. Yellow PCBs have one obvious disadvantage: poor contrast with traces and silkscreen .
4). Blue PCB
Blue PCBs are considered as the thick boards for labels as it provides a significant screen printing contrast . This PCB color is not as eye-catching as green PCB, black PCB or white PCB, but blue PCB is the preferred PCB color because it provides excellent aesthetic options. A blue PCB is better used for LCD because blue PCBs do not produce sharp contrasting edges and bright background colors.
Blue PCB
5). Red PCB
Due to some advantages of red PCB , many PCB manufacturers are keen to adopt red. The red PCB provides excellent visibility and clearly defines the contrast of traces , planes and blank areas . The silk screen looks very beautiful against the red PCB.
Red PCB
6). Black PCB
Black PCBs are as popular as white PCBs. These two PCB colors create low contrast, allowing easy marking of important components . However, the main disadvantage of black and white PCBs is that specific details may spotlight and have small shadows . This shadow makes tracking difficult. Therefore, it is not advisable to use black PCBs in various high-temperature applications because black PCBs may discolor the silkscreen . Moreover, the black PCB board is a mixture of cobalt and carbon, which may have poor conductivity.
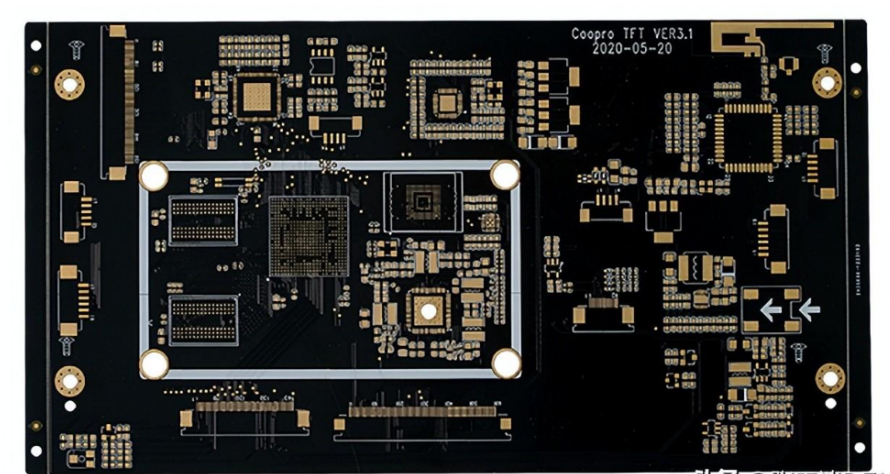
Black PCB
3. Which process is used to complete the PCB color?
Different colors do not affect how the PCB is manufactured . Copper is still placed on one or both sides, and the PCB becomes smooth as copper is added or removed. The copper layer on the PCB is very thin, which is why the green color stands out so much.
The thin copper layer is eventually covered during soldering to keep it from oxidizing, which is how the solder mask is made. It's also standard in green in many cases. In other colors the copper won't show through clearly so it can be hard to see where the traces are.
After the traces are drawn, place the components in place. These need to be soldered in place according to the board diagram. Finally, with the components in place, the board is tested. If they work, they go into production.
Most printed circuit boards need to be designed by engineers and prototypes need to be made before going into production.
PCB
4. Why are most PCBs green now?
This is mainly because the green solder mask process is the most mature and simple, and the green PCB board is also more environmentally friendly. In addition to green, the color of the circuit board also has white, yellow, red, blue, matte, and even chrysanthemum, purple, black, bright green and so on. White exists because we have to use it to make lamps.
The use of other pcb colors is mainly to distinguish different product samples. In the whole stage of the company, from research and development to product landing, it depends on the various uses of PCB. The color of the experimental pcb board may be purple, the color of the button pcb is red, and the color of the pcb inside the computer is black.
Several reasons for choosing green PCB are listed below:
1). Glass epoxy resin material
Glass epoxy is a material used in the manufacture of circuit board solder mask. This material used to be green and became the standard color for all fitters in the industry to use the same glass epoxy. Later glass epoxies of some other colors were introduced as well, but assemblers always considered green.
2). Contrast between green and white printed text
Assemblers often find it easy and time-saving to scan green boards because they are used to and very familiar with the color. They say it takes a lot of time to scan some boards of different colors. Another reason is that green places less strain on the eyes when scanning compared to other colors. Green is used because it also contrasts with the text printed in white on the board layout.
3). It is widely used in the military
How military standards goes has a big impact on green circuit board. Many people believe that green is very effective in circuit boards for military purposes. The military requires suppliers to provide green circuit boards, and these suppliers also supply other customers. These boards ended up as leftovers from military suppliers. So not only are assemblers, line workers or other customers considering green, the military is also accepting green for circuit boards.
4). Exposure rate of solder mask
The board requires a higher soldering rate, and there are other colors, but they don't provide a higher solder mask for circuit board. Those with darker colors, such as blue, white, or brown, have high pigmentation, so they have a dark solder mask. Mainly white and black solder mask with high exposure. But green provides a dark shade for worker exposure and high tolerances in the design.
5). Machine recognition is better to Green PCB
Generally speaking, electronic products have to go through board making and assembly of components. There are several steps to making a circuit board in the yellow lighthouse. When the PCB color is green, the visual effect is better in the yellow light room . But that's not the main thing.
When soldering, it must be checked by brushing tin on the solder paste, the pads and the AOI on the back. These processes require optical positioning and calibration, and the green PCB background color has a better recognition effect on the instrument.
6). Green PCB will be more comfortable
Part of the inspection process is observed by workers (but now most of them use flying probe inspection instead of manual work), staring at the board under strong light, the green pcb board is more friendly to the eyes .
7). Green PCB can reduce production cost
Due to the wide range of uses of green PCBs, green PCBs can be used in both production and procurement fields. In addition, in mass production, the same color paint can be used to reduce production line costs, so the purchase cost of green paint will be lower than other costs. Therefore, green is the most common resist, which has advantages in terms of manufacturing cost and lead time .
8). Green PCB is relatively environmentally friendly.
The waste board will not release toxic gas when it is recycled at high temperature. Other PCB colors, such as blue and black, are doped with cobalt and carbon respectively, since they are less conductive and have a risk of short circuits.
In addition, like black lights, purple lights, blue lights, etc., the color of the circuit board is too dark, which will increase the difficulty of maintenance of the main board , and the process is not easy to control.
PCB
Taking the black board as an example, the black board is most likely to have problems in the production process and raw material ratio. A little carelessness will cause obvious color difference, resulting in a high PCB defective rate. The traces of the black circuit board is not easy to distinguish, which will increase the difficulty of later maintenance and debugging. Many PCB factories do not use black PCBs very much.